-
底板 编辑
高层建筑地下室底板渗水裂缝的处理对于地下室的使用有着至关重要的作用,一旦地下室底板出现渗水裂缝等问题,就会严重影响地下室的使用。
高层建筑地下室底板渗水裂缝的产生原因
1、地下室混凝土选择不当
高层建筑地下室的建造主要依靠混凝土,因而混凝土的选择必须要慎重并且严谨。混凝土具有水化热的特性,它遇到水会与水反应,同时会散发出一定的热量,而高层建筑地下室底板以混凝土为主,一旦施工稍有不注意,就会导致混凝土水化热的特性难以排解出,从而为地下室渗水造成了一个先决条件。除此之外,因为有些施工人员对于混凝土等事情不太了解的情况下,他们没有对此有基础的了解,有可能导致施工中出现一些细小的问题,这些问题一时并不会引起渗水问题,但是随着时间的推移,问题会渐渐显露出来。高楼大厦中承载着一个企业的诚信和效益,但是并非每个人都能以诚信为本,有些商家为了从中抽取更多的利益,而选取廉价的混凝土,这就为后期出现的地下室渗水现象提供了前提条件。
2、地下室底板处理不当
高层建筑地下室底板无论是设计还是处理都是一个必须要认真对待不应该马马虎虎的事情,它需要设计者能够综合多方面的因素,做出详细并且周全的计划,这对设计者来说是一个挑战。设计者必须要具有地下室底板设计的知识,并且能够通晓地下室底板它的性能并做出正确的选择,尤其要注意底板的承受能力。底板的承受能力很容易被设计者忽略,但是地下室底板的承受能力承载着整栋高楼的重量,对它的忽略会严重影响地下室渗水现象。很多设计者会设计出相关计划等,但是这些计划在现实生活中操作起来的难度较大,并没有在实验中那么容易操作。同时,一些设计者或者供货商会因为一些利益问题购买一些质量不达标的材料,这对于地下室的地板设计和处理又有着严重的消极作用。
高层建筑地下室底板渗水裂缝的相关处理技术
1、源头封堵
源头封堵主要是针对由于混凝土选择或者施工不当而采取的措施。由于混凝土选择不当或者施工不严谨而产生的地下室底板产生的渗水裂缝现象,比较好的解决方法即找到渗水裂缝的源头并对其进行封堵,从而阻止地下室底板渗水裂缝的进一步恶化。这一技术最关键的部分便是钻孔,钻孔不仅仅需要注意钻孔的大小,同时也要注意在钻孔的过程中要尽量避免破坏周围建筑物,尤其是关键的建筑物。钻孔的大小影响着建筑的安全和后期填堵物的浇筑,因而必须要控制好。钻孔的成功与否影响的不仅仅是后期地下室的使用,甚至会影响到整栋大厦的使用。钻孔前的必要物品要选择合理并且全面,钻孔时要严谨,钻孔后要进行封堵,在进行封堵时,一定要注意封堵的材料,材料的用料多少以及用法都应该进行认真研究,同时也要注意材料使用的先后顺序,正确的顺序才能发挥源头封堵的作用。
2、对底板的处理
地下室底板处理不当会导致地下室底板渗水裂缝等问题,这些问题不能像由于混凝土选择或者施工不当而产生的地下室底板产生的渗水裂缝现象一样采用源头封堵的措施,而应该采用的是表面封胶的技术处理方法。表面封胶技术被广泛应用最主要的原因:①其操作方法较简单;②成功率较高。但是在进行表面封胶时,也应该了解其注意事项,不仅仅要注意封胶的范围,更要慎重的选择专业的人员。封胶的范围不应过大也不应过小,要根据实际情况对渗水裂缝的地方确定适宜的封胶范围。封胶需要专业人员的操作,虽然其因为操作简单而被广泛利用,但是当遇到高楼地下室底板渗水裂缝的时候,仍应该选择专业的人士进行操作,以保证地下室底板的使用年限不会被缩减。不可否认,表面封胶存在着一些弊端,在一定程度上影响着它的使用范围。高层建筑地下室底板渗水裂缝的处理方法并不仅仅包含着两种,本文中主要记叙这两种。高层建筑地下室底板渗水裂缝的处理应该寻求专业的人士帮忙,让专业人士根据地下室底板的实际情况进行专业的考察和判断,由此做出合理的解决方案,然后对问题进行解决以维护地下室的使用,同时,这样也更能够延长地下室的使用寿命,保证高层建筑的使用。
硝酸吸收塔主要由筛板塔组成,各层塔板上盘旋着的冷却水管,其结构形式比较复杂,组装时要保证塔板平面度和水平度,其冷却盘管的焊接尤为重要。由于底板厚度大,冷却水管直径小,管与管之间的间距小,焊接难度较大,通过不断摸索,采用深孔焊接工艺解决了此问题。深孔焊接质量的好坏,直接影响整个设备的质量和寿命。
组装与焊接工艺分析
原设计的深孔焊接方式如图1所示。
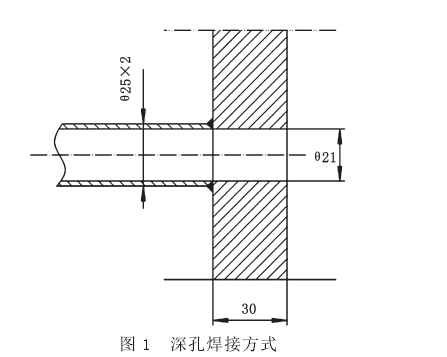 图1 深孔焊接方式
图1 深孔焊接方式
由于底板比较厚,散热比较快,管头与孔之间对接难度较大,因此组装质量不能保证,并且焊接难度增大,焊接过程很容易出现缩孔、未焊透等焊接缺陷,焊接质量不能得到保证,留下很大的质量隐患。根据产品结构特点,更改了底板管孔的结构(见图 2),降低了焊接难度,保证了焊接质量。
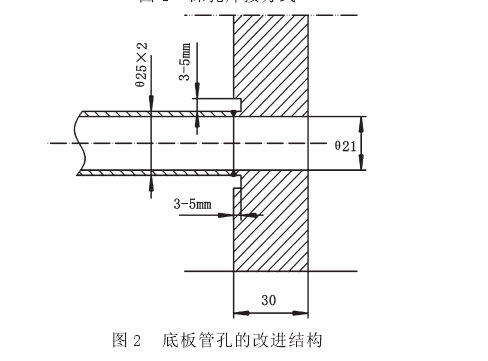 图2 底板管孔的改进结构
图2 底板管孔的改进结构
焊接工艺
1、焊前准备
用管子坡口机把冷却水管做平头处理,去除毛刺,并用丙酮清洗;用专用工装夹具把冷却管头和底板管孔进行组装,留小于 0.5mm 间隙(用 0.5mm 塞尺定位),氩弧焊点固,再用丙酮清洗焊缝两侧 50mm 范围。
2、焊接方法
采用脉冲自动 TIG 焊。
3、焊接设备
用管板自动深孔 TIG 焊接设备,应保证定位准确,调整方便。
4、焊接工装
底板背部环形槽加工,根据尺寸采用市场环形槽切削刀具。背部焊缝保护罩如图 3 所示。
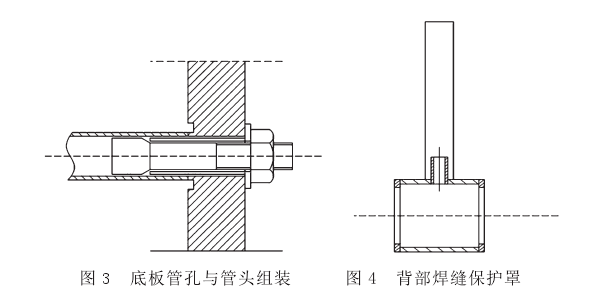 图3 背部焊缝保护罩
图3 背部焊缝保护罩
5、焊接工艺
一是焊接定位。调整钨极尖端与管子内壁间隙,芯杆前部用∮19.9芯轴定位,插入管孔内部调整,使钨极尖与焊缝中心重合,用机头三爪定位后固定。二是充氩保护。为保证背面成形,背面进行充氩气保护,流量为5~14L/min。三是焊接工艺,采用单面焊双面成形。为保证焊接质量,焊接采用点一层焊接一层的方法焊接。
6、压力试验
底板与冷却管头焊接完毕后,进行水压试验,试验压力 0.8MPa,保压 30min,焊接接头无渗漏。768 个焊口全部检验合格,达到焊接质量要求。
通过改变冷却盘管与底板管孔的对接方式,采用专用工装进行组装、定位,经过不断工艺摸索,掌握了深孔焊接技术,所制造的冷却盘管深孔焊接质量可靠,各项技术指标符合要求,提升了企业的加工能力,为开拓市场提供了坚实的技术支撑。









