-
超高压设备 编辑
近代人造金刚石的成功是超高压高温技术发展的结果,而人造金刚石的发展又更进一步促进了超高压高温技术的发展。
我国的分类法把100MPa以上的压力规定为超高压,近代的高压技术已经获得了超过361GPa的高压,而超高速冲击试验还可获得更高的压强。在高压下,元素或化合物的结构会因原子间距和配位数的改变而发生变化。这种变化可以是可逆的。也可以是不可逆的,有些高压高温下形成的相还可保留到大气压下,如金刚石和氮化硼。因此,随着高压技术的进步,有可能见到更多的高压现象,发现更新的材料。而利用超高压技术所设计的设备在现在工业有着重要的运用。
目前生产聚晶金刚石和金刚石复合片的静态超高压设备有两种类型:中国(包括少部分国外厂家)普遍采用铰链式六面顶超高压设备(六面顶压机)作为生产聚晶金刚石和金刚石复合片主要机型;而国外则主要采用年轮式两面顶超高压设备(两面顶压机)作为生产该类产品的主要机型。
六面顶超高压设备生产聚晶金刚石或金刚石复合片的优点是:(1)产生的压力场更接近水静压力,合成腔内的应力场状态更为合理;(2)机器工作效率高,设备造价相对低廉。缺点是:合成腔体大型化困难。
两面顶超高压设备生产聚晶金刚石或金刚石复合片的优点是:(1)压力和温度的控制精度较高;(2)合成腔体大型化易于实现,适合于生产大尺寸产品或单次合成多个产品。缺点是:设备运行成本高。
在制造钻探用金刚石复合片时六面顶压机具有一定优势;在生产直径50~80mm的大尺寸刀具用金刚石复合片或大尺寸拉丝模用聚晶金刚石时采用两面顶压机更容易实现。
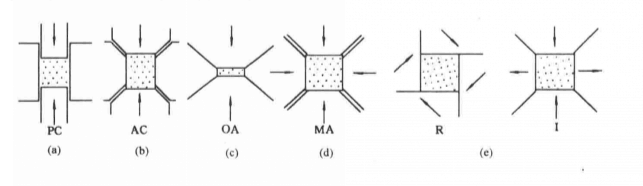
超高压设备在结构形式上通常可分为:活塞—缸式(Piston—Cylinder简称PC型)、顶锤—向式(Anvil—Cylinder AC型)、对顶砧式(Opposed—Anvil OA型)、多顶锤式(Multiple—Anvil MA型)
和多顶锤滑动式(Multiple—Anvil—Sliding System MASS型);MASS型又可分为旋转型和非旋转型两类。下如《超高压设备结构类型示意图》所示是这5种类型。
 超高压设备结构类型示意图
超高压设备结构类型示意图
图中所示的5种超高压设备结构类型的特点如下。
(1)PC型的活塞外部没有支承,单向轴向受压,极限压力5GPa。
(2)AC型的顶锤和压缸采用布里奇曼(Bridgman)大质量支承原理,受压极限可达10GPa,改进后可达20GPa。
(3)OA型的顶锤采用大质量支承,通称布里季曼对顶砧。硬质合金顶锤压力极限20GPa,金刚石顶锤压力极限170350GPa。
(4)MA型的多轴式结构,没有压缸,由顶锤围成高压腔,试样多面受压,极限压力10GPa。
(5)MASS分两种类型。R为旋转型(Rotation R),滑块之间相互支承,没有间隙,试料可以无限压缩,产生极高的压力。I为不旋转型(Irrotation),滑块相互支承,两块向中心移动,另外两块向外移动,也可以产生高压。
上述5种超高压设备类型中只有AC、MA和OA型对合成超硬材料有实用价值。
(1)超高压设备密封结构
超高压设备(压力大于100MPa为超高压),要求密封结构更加安全可靠。下面介绍几种最常见的密封结构。
 B形环结构
B形环结构
是一种自紧径向密封。对连接结构的刚度要求低;适用于压力和温度波动较大的场合。压力越高,直径越大,密封性能越好,结构简单,装拆方便。
但加工精度和表面粗糙度要求高,装拆时要防止擦伤密封面而影响密封性能。
2)Bridgman密封(如图《结构图》所示)
 结构图
结构图
(2)超高压设备密封垫片设计计算
1)B形环的设计计算
① 材料的选择。对B形环的材料没有特殊要求,其硬度比简体及顶(底j盖密封面处的材料稍低。常用材料为20、25钢。当设计压力较高时,也可选用35、45钢。
② 设计计算。目前,有关B形环的尺寸计算公式都是属于半经验半理论公式。按这些公式设计的高压容器(通常指压力在100MPa以下)所用的B形环密封是可靠的。100MPa以上超高压容器中使用的B形环是否可以按上述公式进行设计计算呢?编者曾对目前正在使用的、而且证明密封效果良好的B形密封环进行了复算,其结果计算值与实际选用值之间偏离较大,因此,认为这个公式不适宜在超高压条件下使用。
设计用于超高压容器中的B形环时,最适用的办法是首先按照经验的积累,确定一系列尺寸值,然后再作一些试验以证实其可靠后,再用于带有介质的超高压容器,设计确定有关尺寸。
2)Bridgman密封的设计计算
① 材料选择 密封垫材料要求有足够大的塑性变形特性和足够大的弹性,常用材料有橡胶、聚四氟乙烯、黄铜、退火紫铜等;在工作温度、操作介质对容器有特殊要求时,可选用铝、铅、软钢、纯铁、不锈钢等材质。为了使垫片与容器壁具有良好的贴合性,可在垫片表面进行镀银处理。
由于这种密封的垫片,垫环的表面压力很大,垫环应选用强度较高的材质,如40Cr、35CrM。等。
凸肩头盖,压紧顶盖是直接受力部件,因此可选用与简体相同的材质,也可选用如34CRNI3MoA、35CrMo、40Cr等高强度钢。
② 密封垫片计算 在保证密封条件下,内压升起后,垫片上的挤压应力能保证气密,即垫片上的密封比压大于垫片材料的屈服限。
挤压应力值不能太高。太高时会将压紧顶盖及简体的密封面压坏。因此,设计时应取该值小于压紧顶盖钢材的屈服点。压环与头盖、简体顶部的配合间隙以及凸肩头盖与筒体顶部的配合间隙应尽量小,以避免软金属制作的垫片,受压后挤入周围的间隙内,一般取0.05mm。
垫片的最终挤压应力与内压成正比,其比例系数是内压作用的面积与垫片表面积之比,即
σp/pd=A2/A1
式中 pd——设计内压力(MPa);
σp——垫片表面挤压应力(MPa);
A2——内压作用面积(mm2);
A1——垫片表面积(mm2)。
Warschauer和Panl认为,如果A1做的太大,那么过大的承压面积将压不紧密封垫片,保证不了密封。如果A1太小,垫片承受挤压应力很大,且可能超过简体器避的强度极限,使器避材料产生塑性流动,促使垫片膨胀被挤入筒体器壁5压环间的间隙中,造成拆卸困难。建议取比值1.2~1.4。当工作压力小时取上限值,当工作压力大时取下限值(但必须满足保证密封的两个条件)。
对于大多数工业装置,根据砧座载荷利用压力—载荷曲线图来估算压力,利斯进行了四面体压力机的详细计算,可供其它装置计算时作参考。影响标定的主要因素使标定发生变化的因素为:
1.与砧座相比试样体积过大。这控制了初始垫圈的宽度;
2.试样容器和垫圈所用的材料。在某些情况下,垫圈可以用与试样容器不同的材料预成型;
3.砧座材料也影响标定。这种影响与弹性性质之间的差别有关;
4.摩擦影响包括:(a)影响砧座一垫圈摩擦的砧座表面处理的差别(例如饰金磨粉或石墨涂料);(b)砧座腔套摩擦的差别;(c)活塞一圆筒装置中活塞一圆筒与试样的磨擦;
5.试样几何形状或材料的改变会使标定产生明显的差别,估汁是由试样容器中流动一应力模式的改变所引起的;
6.加载过程一向上向下冲程的标定将有所不同,并且连续的向上向下后,标定也有偏差。
7.试样容器温度的变化将使标定改变。
从上面可以清楚地看到,标定应该认为是近似的,而且只与特殊的几何形状、试样、温度等因素有关。更值得注意的是在工业过程中应该精确地重现标定的条件。
上一篇 蛇胆草
下一篇 药物性鼻炎早期表现都有那些?









