-
划线 编辑
划线的作用
确定工件加工位置和加工余量。检查毛坯的形状和尺寸是否符合图样。在坯料有缺陷时通过划线“借料”补救。用于下料。
 划线胶带
划线胶带
(2)为便于复杂工件在机床上的装夹,可按划线找正确定位。
(3)能及时发现和处理不合格的毛坯。
(4)当毛坯误差不大时候,可以采用借料划线的方法来补救,从而提高毛坯的合格率。
划线工具按用途分类
1、基准工具,包括划线平板、方箱、V形铁、三角铁、弯板(直角板)以及各种分度头等。
2、量具,包括钢板尺、量高尺、游标卡尺、万能角度尺、直角尺以及测量长尺寸的钢卷尺等。
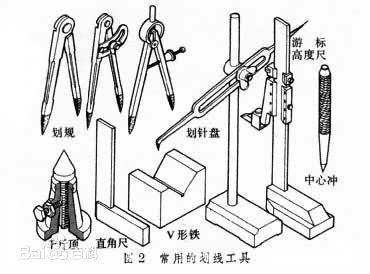
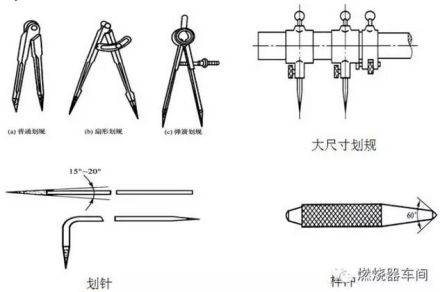
3、绘划工具,包括划针、划线盘、高度游标尺、划规、划卡、平尺、曲线板以及手锤、样冲等。
4、辅助工具,包括垫铁、千斤顶、C形夹头和夹钳以及找中心划圆时打入工件孔中的木条、铅条等。
划线工具使用方法
1、平台。一般由铸铁制成。工作表面经过精刨或刮削,也可采用精磨加工而成。较大的划线平板由多块组成,适用于大型工件划线。它的工作表面应保持水平并具有较好的平面度,是划线或检测的基准。
2、方箱。一般由铸铁制成,各表面均经刨削及精刮加工,六面成直角,工件夹到方箱的V形槽中,能迅速地划出三个方向的垂线。
3、划规。划规由工具钢或不锈钢制成,两脚尖端淬硬,或在两脚尖端焊上一段硬质合金,使之耐磨。可以量取的尺寸定角度、划分线段、划圆、划圆弧线、测量两点间距离等。
4、划针。一般由4~6mm弹簧钢丝或高速钢制成,尖端淬硬,或在尖端焊接上硬质合金。划针是用来在被划线的工件表面沿着钢板尺、直尺、角尺或样板进行划线的工具,有直划针和弯头划针之分
5、样冲。用于在已划好的线上冲眼,以保证划线标记、尺寸界限及确定中心。样冲一般由工具钢制成,尖梢部位淬硬,也可以由较小直径的报废铰刀、多刃铣刀改制而成。
6、量高尺。由钢直尺和尺架组成,拧动调整螺钉,可改变钢直尺的上下位置,因而可方便地找到划线所需要的尺寸。
7、普通划线盘。划线盘是在工件上划线和校正工件位置常用的工具。普通划线盘的划针一端(尖端)一般都焊上硬质合金作划线用,另一端制成弯头,是校正工件用的。普通划线盘刚性好、不易产生抖动,应用很广。
8、微调划线盘。其使用方法与普通划线盘相同,不同的是其具有微调装置,拧动调整螺钉,可使划针尖端有微量的上下移动,使用时调整尺寸方便,但刚性较差。
9、千斤顶通常三个一组使用,螺杆的顶端淬硬,一般用来支承形状不规则、带有伸出部分的工件和毛坯件,以进行划线和找正工作。
10、V形铁。一般由铸铁或碳钢精制而成,相邻各面互相垂直,主要用来支承轴、套筒、圆盘等圆形工件,以便于找中心和划中心线,保证划线的准确性,同时保证了稳定性。
11、C形夹钳。在划线时用于固定。
12、中心架。在划线时,它用来对空心的圆形工件定圆心。
13、直角铁。一般由铸铁制成,经过刨削和刮削,它的两个垂直平面垂直精度很高。直角铁上的孔或槽是搭压工件时穿螺栓用的。它常与C形夹钳配合使用。在工件上划底面垂线时,可将工件底面用C形夹钳和压板压紧在直角铁的垂直面上,划线非常方便。
14、垫铁。是用于支承和垫平工件的工具,便于划线时找正。常用的垫铁有平行垫铁、V形垫铁和斜楔垫铁,一般用铸铁和碳钢加工制成。
划线方法
1、计算法:根据计算所得各个尺寸划成展开图,加上相应的加工余量。
2、图解划线法:用几何作图法,将物体表面展开后加加工余量,从而得出坯料尺寸。
3、样板划线法:先用计算法和图解法把坯料的图形制成样板,然后将样板贴到准备好的原材料上去,依样画出坯料的边缘线。
操作工艺
1、零部件划线下料要求:
(1)划线时应做到线条清晰、均匀、数字准确,各种划线、符号,应完整准确,各线条样冲眼的偏差<0.5mm。
(2)划线偏差要求受压元件圆筒形部分的同一截面上最大直径与最小直径之差不应大于其公称内径的0.5%;锅壳每米长度内的直线度不应大于1.5mm,全长直线度不应大于7mm;锅壳总长度偏差范围为±15mm。根据以上要求确定,根据筒节直径算出的展开料的两对角线划线偏差、周长划线偏差。
2、型钢下料(包括管、板材的下料)
(1)内外弯曲的角钢、槽钢,按展开公式加装夹、加工余量。
(2)拼接或对接后,必须进行平面校正,达到图纸、工艺要求。
3、质量检验要求
(1)材料标记移植应符合本厂质保手册和管理标准中有关材料标记移植的管理程序规定。
(2)符合图纸、工艺文件要求,达到各项公差标准规定,并经质检员确认。
(3)下料后,把熔渣清理干净,有不平度要求的经整平合格,经检验员确认。

上一篇 鹿藿根
下一篇 组织细胞纤维瘤为什么会得?